US20100166340A1 - Pack of unfolded plastic bags - Google Patents
Pack of unfolded plastic bags Download PDFInfo
- Publication number
- US20100166340A1 US20100166340A1 US12/319,093 US31909308A US2010166340A1 US 20100166340 A1 US20100166340 A1 US 20100166340A1 US 31909308 A US31909308 A US 31909308A US 2010166340 A1 US2010166340 A1 US 2010166340A1
- Authority
- US
- United States
- Prior art keywords
- bag
- pack
- folded
- layers
- bag pack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/001—Blocks, stacks or like assemblies of bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/06—Handles
- B65D33/065—Integral handles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
- B31B2155/001—Flexible containers made from webs by folding webs longitudinally
- B31B2155/0012—Flexible containers made from webs by folding webs longitudinally having their openings facing in the direction of movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
- B31B2155/003—Flexible containers made from webs starting from tubular webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
- B31B2160/106—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents obtained from sheets cut from larger sheets or webs before finishing the bag forming operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2170/00—Construction of flexible containers
- B31B2170/10—Construction of flexible containers interconnected
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/74—Auxiliary operations
- B31B70/92—Delivering
- B31B70/98—Delivering in stacks or bundles
- B31B70/982—Delivering in stacks or bundles involving folding of the bags
Definitions
- the invention relates generally to plastic bags, and more particularly, but without limitation, to a pack of polyethylene T-shirt style bags having relatively thin walls.
- Plastic bags are used in a variety of applications, including bagging groceries and/or other items at a retail point of sale.
- a common plastic bag for such applications has a pair of carrying handles that extend from the top of the bag body on opposite sides of the bag opening.
- Such bags are often referred to as T-shirt or vest bags because the handles loosely resemble the short sleeves of a T-shirt or shoulder straps of a vest.
- T-shirt bags are typically manufactured and distributed in bag packs that are configured to cooperate with a standard retailer dispensing rack.
- Plastic bags can be a significant overhead cost for a retailer. It would therefore be desirable to decrease the manufacturing cost of such bags.
- One way to reduce the cost of a plastic bag is to reduce the thickness of its walls, thereby reducing the plastic content.
- a problem with such an approach is that thinner walls generally translate to decreased load strength.
- a method for manufacturing thinner-walled bags without sacrificing load strength is needed.
- the resulting bag packs would also be configured such that individual bags can be fully supported by the dispensing rack while being filled with goods.
- Embodiments of the invention seek to overcome one or more of the shortcomings described above.
- a bottom seal of a plastic T-shirt style bag is strengthened by welding together 8 layers of plastic film.
- Multiple bags can be included in a bag pack.
- an embodiment of the invention provides a bag pack including a plurality of plastic T-shirt style bags.
- Each of the plurality of plastic T-shirt style bags may include: a body at least partially open on a top end, the body having exactly four layers, the four layers being a front layer, a rear layer, and two gusset layers, each of the two gusset layers being disposed between the front layer and the rear layer; a first handle and a second handle coupled to a top end of the body, a mouth being defined on the top end between the first handle and the second handle; and a first internal rib and a second internal rib coupled to the four layers.
- FIG. 1 is a flow diagram of a bag manufacturing process, according to an embodiment of the invention.
- FIG. 2 is a flow diagram of a cutting and welding process, according to an embodiment of the invention.
- FIG. 3 is a flow diagram of an unfolding process, according to an embodiment of the invention.
- FIG. 4 is a plan view of a formed plastic material, according to an embodiment of the invention.
- FIG. 5 is a cross-sectional view of a tubular portion along plane A-A in FIG. 4 , according to an embodiment of the invention.
- FIG. 6 is a cross-sectional view of a gusset forming tool, according to an embodiment of the invention.
- FIG. 7 is a cross-sectional view of a gusseted portion along plane B-B in FIG. 4 , according to an embodiment of the invention.
- FIG. 8 is a cross-sectional view of a folded portion along plane C-C in FIG. 4 , according to an embodiment of the invention.
- FIG. 9 is a plan view of a folded bag, according to an embodiment of the invention.
- FIG. 10 is an elevation view of a die set, according to an embodiment of the invention.
- FIG. 11 is a plan view of a gusseted portion, according to an embodiment of the invention.
- FIG. 12 is an elevation view of a folded bag portion in alignment with the die set, according to an embodiment of the invention.
- FIG. 13 is an elevation view of a folded bag portion in alignment with the die set, according to an embodiment of the invention.
- FIG. 14 is a plan view of a folded bag portion, according to an embodiment of the invention.
- FIG. 15 is a perspective view of a partially-unfolded bag, according to an embodiment of the invention.
- FIG. 16 is a plan view of an unfolded and uncut bag, according to an embodiment of the invention.
- FIG. 17 is a perspective view of a stack of unfolded and uncut bags, according to an embodiment of the invention.
- FIG. 18 is a perspective view of a bag-forming apparatus, according to an embodiment of the invention.
- FIG. 19 is a perspective view of a bag pack, according to an embodiment of the invention.
- FIG. 20 is a perspective view of an opened bag, according to an embodiment of the invention.
- FIGS. 1-20 in which embodiments of the invention are shown.
- This invention may, however, be embodied in many different forms and should not be construed as limited to the embodiments set forth herein.
- reference designators may be duplicated for the same or similar features.
- the figures are not drawn to scale; some features are exaggerated for clarity.
- FIG. 1 is a flow diagram of a bag manufacturing process, according to an embodiment of the invention.
- the illustrated process begins in step 105 , and receives a polyethylene tube in step 110 .
- Blow molding and other methods for forming plastic tubes with desired wall thicknesses and diameter are known in the art.
- the wall thickness of the tube received in step 110 is substantially uniform at approx. 9 to 10 um. Such a dimension is relatively thin compared to a film thickness of approx. 14 to 15 um that is more typical of conventional grocery-sized T-shirt style plastic bags.
- the process forms gusseted side walls in the polyethylene tube in step 115 .
- the gussets meet substantially in the center of the tube (as illustrated in FIG. 7 ).
- the plastic material is thus formed such that there are generally 4 plastic layers from front to back: a front layer, 2 gusset layers, and a back layer.
- the result of gusseting step 115 may alternatively be referred to herein as a gusseted portion, a 4-layered portion, a 4-layered structure, or with similar language.
- step 120 the process prints a non-stick ink on a predetermined non-weld area.
- the non-stick ink applied in step 120 may be or include, for example, a mold-release agent such as silicone, paraffin, and/or a fluorocarbon.
- the purpose of the non-stick ink is to selectively prevent a plastic weld. Embodiments of printing step 120 are further described with reference to FIGS. 11 and 12 .
- the process then folds the 4-layered structure along a longitudinal axis to produce an 8 -layered structure in step 125 . Because of the folding step used, the resulting structure is also referred to herein as a folded portion. Embodiments of the folded portion are illustrated in FIGS. 8 , 12 and 13 , and are further described below.
- cutting and welding step 130 includes first cutting and welding a bottom edge of the 8-layer structure in step 135 , and then cutting and welding a top edge of the 8-layer structure to produce a folded bag in step 140 .
- a folded bag is distinguished from a folded portion in that the former is welded on at least one edge.
- the cutting processes in steps 135 and 140 may be or include, for example, die cutting, laser cutting, water-jet cutting, or other cutting processes, according to design choice.
- the welding processes in steps 135 and 140 may be or include, for example, heat sealing, hot gas welding, contact welding, laser welding, solvent welding, or other suitable method.
- contact welding is a process that joins two or more plastic components by pinching them together between heated tips.
- step 130 the process unfolds the folded bag to produce a 4-layered bag in step 145 .
- the 4-layered bag may also be referred to herein as an unfolded bag.
- the process then stacks multiple 4-layered bags to form an uncut bag pack in step 150 .
- the result of step 150 is called an uncut bag pack because features such as handles and hanging apertures have not yet been formed.
- step 155 may include performing steps 160 and 165 , but not necessarily in any particular order.
- step 160 includes punching (or die cutting) the bag pack to form at least one of handles, a center tab, and a hanging aperture in each of the multiple 4-layered bags.
- step 165 may include staking the bag pack to at least temporarily join adjacent bags in the bag stack with an interference fit. Such staking facilitates loading bags at a dispensing rack because the back panel of a first bag in the bag pack is temporarily secured to the front panel of a second bag in the bag pack at the first bag is being loaded with goods.
- a friction pin resulting from staking step 165 typically includes a rounded head.
- step 170 The process terminates in step 170 .
- a bag pack with unfolded bags means that each handle of a T-shirt style bag can be supported on a separate hanger of a dispensing rack.
- the receiving step 110 could include receiving a nylon tube or another plastic tube other than polyethylene.
- the gusseting step 115 could include forming less than full gussets (i.e., gussets that do not substantially meet in the center), so that the resulting structure is not a uniformly 4-layered structure.
- the printing step 120 could be performed prior to the gusseting step 115 .
- the printing step 120 can be eliminated. The sequence of cutting and welding in steps 135 and 140 could be reordered and recombined as appropriate.
- a punching step may be added prior to, or during, stacking step 150 to form stacking alignment holes.
- the punching/staking step 155 could execute steps 160 and 165 in any sequence, or in parallel, according to design choice.
- the process could include a pinning step to provide a releasable bond between layers and bags in a bag pack.
- a pinning operation differs from staking step 165 in that the pinning geometry typically includes two orthogonal lines (e.g., an “x” shape) rather than a round head.
- FIG. 2 is a flow diagram of a cutting and welding process, according to an embodiment of the invention.
- the illustrated process is an inline embodiment of the cutting/welding step 130 .
- the process begins in step 205 , and sets N equal to 1 in step 210 .
- the process simultaneously die cuts an Nth bag portion of the 8-layer structure from a (N+1)th bag portion of the 8-layer structure, welds a top edge of the Nth bag portion, and welds a bottom edge of the (N+1)th bag portion.
- the process outputs the top-welded Nth bag portion as a folded bag in step 220 .
- the process then advances to conditional step 225 to determine whether the cutting and welding process 130 is complete.
- step 230 the process advances to step 230 to set N equal to N+1. Subsequent to step 230 , the process returns to step 215 . The process thus performs step 215 twice for each fully-welded folded bag. Where the result of conditional step 225 is satisfied, the process terminates in step 235 .
- FIG. 2 accommodates a high-speed in-line manufacturing process by simultaneously performing one separation cut and two welds.
- the process illustrated in FIG. 2 can be more fully understood with reference to FIGS. 9 and 10 below.
- Alternative processes that weld a single edge at a time can also be used.
- FIG. 3 is a flow diagram of an unfolding process, according to an embodiment of the invention.
- the illustrated process is an embodiment of unfolding step 145 .
- the process in FIG. 3 begins in step 305 .
- the process separates a first 4 layers of the folded bag from a second 4 layers of the folded bag to produce an unfolded bag in step 310 .
- the process flattens the unfolded bag in step 315 .
- the unfolding process terminates in step 320 .
- Embodiments of unfolding step 145 are further described below with reference to FIGS. 15 and 18 .
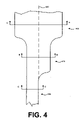
- FIG. 4 is a plan view of a formed plastic material, according to an embodiment of the invention.
- FIG. 4 illustrates the progression of formed plastic film in a bag manufacturing process.
- FIG. 4 shows a tubular portion 405 , a gusseted or 4-layered portion 410 , and a folded or 8-layered portion 415 .
- the tubular portion 405 may be as received in step 110 .
- the gusseted or 4-layered portion 410 may be as formed by step 115 .
- the folded or 8-layered portion 415 may be as output from step 125 .
- Cross-sectional views of these same features are provided in FIGS. 5 , 7 , and 8 .
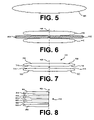
- FIG. 5 is a cross-sectional view of the tubular portion 405 along plane A-A in FIG. 4 , according to an embodiment of the invention.
- the tubular portion 405 may be, for example, several inches or several feet in diameter, according to application demands.
- FIG. 6 is a cross-sectional view of a gusset forming tool, according to an embodiment of the invention
- FIG. 7 is a cross-sectional view of the gusseted portion 410 along plane B-B in FIG. 4 , according to an embodiment of the invention.
- the tubular portion 405 may be deformed using gusset forming tools 605 and 610 .
- the gusseting tools 605 and 610 substantially meet along a center line 420 of the 4-layered portion 410 .
- the gusseting tools 605 and 610 may be, for instance, constructed of wood or other thermal insulator.
- the resulting structure of the 4-layered portion 410 is shown in FIG. 7 .
- the 4-layered portion 410 includes a first, second, third, and fourth layer 705 , 710 , 715 , and 720 , respectively.
- Layers 710 and 715 are the gusset layers.
- FIG. 8 is a cross-sectional view of the folded portion 415 along plane C-C in FIG. 4 , according to an embodiment of the invention.
- the 8-layered portion 415 is formed by folding the 4-layered portion 410 onto itself.
- the center line 420 is the fold line.
- the resulting 8-layered structure 415 includes first, second, third, fourth, fifth, sixth, seventh, and eighth layers 805 , 810 , 815 , 820 , 825 , 830 , 835 , and 840 , respectively.
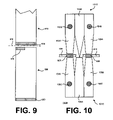
- FIG. 9 is a plan view of a folded bag, according to an embodiment of the invention.
- a first folded bag 905 is substantially rectangular and includes an 8-layered bottom weld 920 and a top weld 925 . As described below, the top weld 925 may include two 4-layered welds.
- a second folded bag 910 includes an 8-layered bottom weld 930 .
- the configuration illustrated in FIG. 9 is the result of two passes of cutting/welding step 130 .
- the bottom weld 920 may be formed on a first pass of the cutting/welding step 130 .
- the process may separate the first folded bag 905 from the second folded bag 910 along a cut line 915 and also produce the top weld 925 and the bottom weld 930 .
- top weld 925 could extend across the entire top edge of the first folded bag 905 .
- FIG. 10 is an elevation view of a die set, according to an embodiment of the invention.
- the illustrated die set 1005 is configured to perform the cutting/welding step 130 .
- the die set 1005 may include an upper die 1010 and a lower die 1015 .
- the upper die 1010 may include heating tips 1020 and 1025 , and a blade 1030 .
- the heating tips 1020 and 1025 may include tubular heaters 1035 and 1040 , respectively.
- the bottom die 1015 may include heater tips 1045 and 1050 , and plate 1055 .
- the heater tips 1045 and 1050 may include tubular heaters 1060 and 1065 , respectively.
- the tubular heaters 1035 , 1040 , 1060 , and 1065 heat the corresponding heater tips 1020 , 1025 , 1045 , and 1050 .
- the heater tips 1020 and 1045 may cooperate to contact weld the 8-layer folded bag 905 at the top weld area 925 .
- the heater tips 1025 and 1050 cooperate to form a contact weld at the bottom weld 930 of the folded bag 910 .
- the blade 1030 may cooperate with the plate 1055 to separate the folded bag 905 from the folded bag 910 .
- the geometries of the heater tips may vary according to the target weld areas.
- the heater tips 1025 and 1050 could be substantially longer in one dimension than heater tips 1020 and 1045 , since the bottom weld 930 is longer than the top weld 925 .
- cartridge heaters or other heat sources could be used to heat the heater tips 1020 , 1025 , 1045 , and/or 1050 .
- FIG. 11 is a plan view of a gusseted portion 410 , according to an embodiment of the invention.
- a gusseted or 4-layered portion 410 may include printing areas 1105 .
- the printing areas 1105 may be associated with the printing step 120 .
- the location of the printing areas 1105 may correspond to a future top weld area 925 .
- FIG. 12 is an elevation view of a folded portion 415 in alignment with the die set 1005 , according to an embodiment of the invention.
- layers 820 and 825 of the 8-layered portion 415 include non-stick ink 1205 .
- the location of the non-stick ink 1205 on layers 820 and 825 correspond to a top weld area 1210 .
- the top weld area 1210 is a side view of top weld area 925 .
- a first 4-layered weld includes layers 805 , 810 , 815 , and 820 ; a second 4-layered weld includes layers 825 , 830 , 835 , and 840 .
- FIG. 13 is an elevation view of a folded portion 415 in alignment with the die set 1005 , according to an embodiment of the invention.
- a separator 1305 may be inserted between layers 820 and 825 during cutting/welding step 130 .
- the separator 1305 provides a temporary physical barrier.
- the separator 1305 may be or include, for example, a metallic component having an anti-stick coating.
- the separator 1305 could be Teflon-coated steel.
- the separator 1305 can be considered part of the die set 1005 since at least two of the heater tips, for example heater tips 1020 and 1045 , are configured to cooperate with the separator 1305 .
- a first 4-layered weld includes layers 805 , 810 , 815 , and 820 ; a second 4-layered weld includes layers 825 , 830 , 835 , and 840 .
- FIG. 14 is a plan view of a folded bag portion, according to an embodiment of the invention.
- FIG. 15 is a perspective view of a partially-unfolded bag, according to an embodiment of the invention.
- FIG. 16 is a plan view of an unfolded and uncut bag, according to an embodiment of the invention.
- FIGS. 14 , 15 , and 16 illustrate structures that may be associated with the unfolding step 145 .
- Unfolding step 145 may receive an unfolded bag 905 and produce a partially unfolded bag as illustrated in FIG. 15 (e.g., in separating step 310 ). Unfolding step 145 would not be possible if layers 820 and 825 were welded to each other at the top weld 925 .
- Unfolding step 145 also may include flattening the partially unfolded bag to produce the unfolded and uncut bag 1605 illustrated in FIG. 16 (e.g., in flattening step 315 ). The unfolded and uncut bag 1605 may thus include a flattened portion 1610 .
- the unfolded and uncut bag 1605 may further include stacking alignment holes 1615 .
- the stacking alignment holes 1615 may be added before or during the stacking step 150 .
- a single punch that is offset from the center line 420 will define the two stacking alignment holes 1615 when the folded bag is later unfolded.
- the alignment holes 1615 are formed during the stacking step 150 , for example when a wicketer places an unfolded and uncut bag onto a stack of bags.
- FIG. 17 is a perspective view of a pack of unfolded and uncut bags 1705 , according to an embodiment of the invention.
- FIG. 17 illustrates the result of stacking step 150 .
- the stacking alignment pins 1710 are configured to cooperate with the stacking alignment holes 1615 .
- each of the stacking alignment pins 1710 may include a pointed tip that is configured to puncture a stacking alignment hole 1615 into each unfolded and uncut bag 1605 as it is added to the pack of unfolded and uncut bags 1705 .
- the pack of unfolded and uncut bags 1705 may include any predetermined number of unfolded and uncut bags 1605 . For instance, there may be 50 unfolded and uncut bags 1605 in each pack of unfolded and uncut bags 1705 .
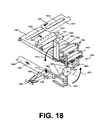
- FIG. 18 is a perspective view of a bag-forming apparatus, according to an embodiment of the invention.
- the illustrated apparatus may be used to perform the unfolding and stacking steps 145 and 150 , respectively.
- the apparatus may include an incoming conveyer 1810 that is configured to carry a folded bag 1805 in a first direction 1815 .
- the apparatus may further include a conveyer 1825 that is configured to carry a folded bag 1820 in a second direction 1830 .
- the conveyors 1810 and/or 1825 may utilize vacuum and/or static electricity to secure bags during processing and transport.
- a vacuum roller 1835 is configured to at least partially unfold the incoming folded bag 1820 . In operation, the top four layers 1837 of an incoming folded bag are drawn to the vacuum roller 1835 while the bottom four layers (not shown) of the incoming folded bag remain secured to the conveyor 1825 .
- the roller 1840 guides the top four layers 1837 to the conveyor 1825 to produce the unfolded bag 1845 .
- the roller 1840 has a smaller diameter than the vacuum roller 1835 .
- One or more rollers 1850 flatten the unfolded bag 1845 to form the unfolded and uncut bag 1855 .
- the rollers 1850 may be disposed on both a top side and a bottom side of a bag during flattening.
- the unfolded and uncut bag 1855 may have the same or similar configuration that is illustrated in FIG. 16 .
- the apparatus illustrated in FIG. 18 includes a wicketer 1860 .
- the wicketer 1860 may include four wicket arms 1865 .
- Each of the four wicket arms 1865 may include two end effectors 1880 .
- Each of the end effectors may include vacuum holes to secure the unfolded and uncut bags during stacking step 150 .
- the wicketer 1860 is configured such that the wicket arms rotate in a rotational direction 1870 about a rotational axis 1875 .
- the wicketer 1865 transports an unfolded and uncut bag such that it progresses through the positions illustrated by uncut and unfolded bags 1855 , 1885 , and 1890 .
- a stack of bags is formed on top of the unfolded and uncut bag 1890 with the aid of the alignment pins 1710 and the gripper 1894 .
- a completed pack of unfolded and uncut bags may be output in the third direction 1896 on conveyor 1898 .
- the configuration of the conveyors 1810 , 1825 , and 1898 may be altered, according to design choice.
- the rotational speed of the vacuum roller 1835 may be intentionally mismatched with respect to the linear speed of the conveyor 1825 .
- the relative size of the vacuum roller 1835 and the roller 1840 could be varied.
- More or fewer flattening rollers 1850 may be used.
- alternative wicketers 1860 may include fewer or more than four wicketer arms 1865 .
- a stacking module other than a wicketer 1860 could be used to form a stack of unfolded and uncut bags.
- a cutting/welding module that includes the die set 1005 could be coupled to the conveyor 1810 .
- a stacking alignment hole punching module (not shown) may interface with the conveyors 1810 or 1825 , the stacking alignment hole punching module being configured to form the stacking alignment holes 1615 that are discussed above with reference to FIGS. 1 and 16 .
- the stacking alignment hole punching module could alternatively be disposed, for example, before or after the vacuum roller 1835 , or even after the flattening rollers 1850 .
- a bag pack punching/staking module (not shown), or, alternatively, a bag pack punching/pinning module (not shown) may be operationally coupled to the conveyor 1898 to perform punching/staking step 155 or a variation thereof.
- FIG. 19 is a perspective view of a bag pack, according to an embodiment of the invention.
- a bag pack 1905 may be output from the punching and staking step 155 , or a variation thereof.
- the bag pack 1905 may include handles 1910 , and each of the handles 1910 may include a slit 1915 that is configured to suspend the t-shirt style bag pack 1905 from a rod or other hanging feature of a dispensing rack (not shown).
- Each of the bags in bag pack 1905 may further include a center tab 1920 having an aperture 1925 to also facilitate the suspension of the bag pack 1905 from the dispensing rack.
- the bag pack 1905 may also include one or more pinning points 1930 to lightly couple adjacent layers and bags in the bag pack 1905 .
- the shape of the mouth formed between the handles 1910 may be varied, according to design choice.
- the quantity and shape of the aperture 1925 in each of the bags of the bag pack 1905 may be varied according to application needs.
- the center tab 1920 could include one or more frangible features that are configured to fail when a bag is dispensed from the bag stack 1905 such that the center tab 1920 is retained with the bag rather than the dispensing rack. Staking points that have rounded geometries could be used together with, or instead of, the pinning points 1930 to provide releasable bonding between layers and bags within the bag pack 1905 .
- FIG. 20 is a perspective view of an opened bag, according to an embodiment of the invention.
- a bag 2005 may be one of many bags from a bag pack 1905 .
- a bag 2005 may include a front side 2010 , a back side 2015 , and gusseted sides.
- a right side of the bag 2005 includes gusseted sides 2020 and 2025 .
- Each of the handles 1910 include 4 layers that are joined at the top seal 925 .
- a front portion of the right handle 1910 includes an extension of the front layer 2010 and an extension of the gusseted side 2025 ;
- a rear portion of the right handle 1910 includes an extension of the rear layer 2015 and an extension of the gusseted side 2020 .
- an inside bottom portion of the bag 2005 includes ribs 2030 and 2035 .
- Each of the ribs 2030 and 2035 may be substantially triangular in shape.
- the ribs 2030 and 2035 intersect each other substantially at right angles.
- Bag 2005 could also include slits 1915 and/or pinning points 1930 . Moreover, one or more of the alternative configurations described above with reference to FIG. 19 may also apply to the bag 2005 that is illustrated in FIG. 20 .
Abstract
Description
- 1. Field of the Invention
- The invention relates generally to plastic bags, and more particularly, but without limitation, to a pack of polyethylene T-shirt style bags having relatively thin walls.
- 2. Description of the Related Art
- Plastic bags are used in a variety of applications, including bagging groceries and/or other items at a retail point of sale. A common plastic bag for such applications has a pair of carrying handles that extend from the top of the bag body on opposite sides of the bag opening. Such bags are often referred to as T-shirt or vest bags because the handles loosely resemble the short sleeves of a T-shirt or shoulder straps of a vest. T-shirt bags are typically manufactured and distributed in bag packs that are configured to cooperate with a standard retailer dispensing rack.
- Plastic bags can be a significant overhead cost for a retailer. It would therefore be desirable to decrease the manufacturing cost of such bags. One way to reduce the cost of a plastic bag is to reduce the thickness of its walls, thereby reducing the plastic content. A problem with such an approach, however, is that thinner walls generally translate to decreased load strength. A method for manufacturing thinner-walled bags without sacrificing load strength is needed. Preferably, the resulting bag packs would also be configured such that individual bags can be fully supported by the dispensing rack while being filled with goods.
- Embodiments of the invention seek to overcome one or more of the shortcomings described above. In an embodiment of the invention, a bottom seal of a plastic T-shirt style bag is strengthened by welding together 8 layers of plastic film. Multiple bags can be included in a bag pack. In one respect, an embodiment of the invention provides a bag pack including a plurality of plastic T-shirt style bags. Each of the plurality of plastic T-shirt style bags may include: a body at least partially open on a top end, the body having exactly four layers, the four layers being a front layer, a rear layer, and two gusset layers, each of the two gusset layers being disposed between the front layer and the rear layer; a first handle and a second handle coupled to a top end of the body, a mouth being defined on the top end between the first handle and the second handle; and a first internal rib and a second internal rib coupled to the four layers.
- The invention will be more fully understood from the detailed description below and the accompanying drawings, wherein:
-
FIG. 1 is a flow diagram of a bag manufacturing process, according to an embodiment of the invention; -
FIG. 2 is a flow diagram of a cutting and welding process, according to an embodiment of the invention; -
FIG. 3 is a flow diagram of an unfolding process, according to an embodiment of the invention; -
FIG. 4 is a plan view of a formed plastic material, according to an embodiment of the invention; -
FIG. 5 is a cross-sectional view of a tubular portion along plane A-A inFIG. 4 , according to an embodiment of the invention; -
FIG. 6 is a cross-sectional view of a gusset forming tool, according to an embodiment of the invention; -
FIG. 7 is a cross-sectional view of a gusseted portion along plane B-B inFIG. 4 , according to an embodiment of the invention; -
FIG. 8 is a cross-sectional view of a folded portion along plane C-C inFIG. 4 , according to an embodiment of the invention; -
FIG. 9 is a plan view of a folded bag, according to an embodiment of the invention; -
FIG. 10 is an elevation view of a die set, according to an embodiment of the invention; -
FIG. 11 is a plan view of a gusseted portion, according to an embodiment of the invention; -
FIG. 12 is an elevation view of a folded bag portion in alignment with the die set, according to an embodiment of the invention; -
FIG. 13 is an elevation view of a folded bag portion in alignment with the die set, according to an embodiment of the invention; -
FIG. 14 is a plan view of a folded bag portion, according to an embodiment of the invention; -
FIG. 15 is a perspective view of a partially-unfolded bag, according to an embodiment of the invention; -
FIG. 16 is a plan view of an unfolded and uncut bag, according to an embodiment of the invention; -
FIG. 17 is a perspective view of a stack of unfolded and uncut bags, according to an embodiment of the invention; -
FIG. 18 is a perspective view of a bag-forming apparatus, according to an embodiment of the invention; -
FIG. 19 is a perspective view of a bag pack, according to an embodiment of the invention; and -
FIG. 20 is a perspective view of an opened bag, according to an embodiment of the invention. - The invention will now be described more fully with reference to
FIGS. 1-20 , in which embodiments of the invention are shown. This invention may, however, be embodied in many different forms and should not be construed as limited to the embodiments set forth herein. In the drawings, reference designators may be duplicated for the same or similar features. The figures are not drawn to scale; some features are exaggerated for clarity. -
FIG. 1 is a flow diagram of a bag manufacturing process, according to an embodiment of the invention. The illustrated process begins instep 105, and receives a polyethylene tube instep 110. Blow molding and other methods for forming plastic tubes with desired wall thicknesses and diameter are known in the art. In embodiments of the invention, the wall thickness of the tube received instep 110 is substantially uniform at approx. 9 to 10 um. Such a dimension is relatively thin compared to a film thickness of approx. 14 to 15 um that is more typical of conventional grocery-sized T-shirt style plastic bags. - The process forms gusseted side walls in the polyethylene tube in
step 115. In embodiments of the invention, the gussets meet substantially in the center of the tube (as illustrated inFIG. 7 ). The plastic material is thus formed such that there are generally 4 plastic layers from front to back: a front layer, 2 gusset layers, and a back layer. Accordingly, the result of gussetingstep 115 may alternatively be referred to herein as a gusseted portion, a 4-layered portion, a 4-layered structure, or with similar language. - In
step 120, the process prints a non-stick ink on a predetermined non-weld area. The non-stick ink applied instep 120 may be or include, for example, a mold-release agent such as silicone, paraffin, and/or a fluorocarbon. The purpose of the non-stick ink is to selectively prevent a plastic weld. Embodiments ofprinting step 120 are further described with reference toFIGS. 11 and 12 . - The process then folds the 4-layered structure along a longitudinal axis to produce an 8-layered structure in
step 125. Because of the folding step used, the resulting structure is also referred to herein as a folded portion. Embodiments of the folded portion are illustrated inFIGS. 8 , 12 and 13, and are further described below. - Next, the process advances to cutting and
welding step 130. In the illustrated embodiment, cutting andwelding step 130 includes first cutting and welding a bottom edge of the 8-layer structure instep 135, and then cutting and welding a top edge of the 8-layer structure to produce a folded bag instep 140. A folded bag is distinguished from a folded portion in that the former is welded on at least one edge. - The cutting processes in
steps steps - Subsequent to step 130, the process unfolds the folded bag to produce a 4-layered bag in
step 145. The 4-layered bag may also be referred to herein as an unfolded bag. The process then stacks multiple 4-layered bags to form an uncut bag pack instep 150. The result ofstep 150 is called an uncut bag pack because features such as handles and hanging apertures have not yet been formed. - The process then advances to punching/staking
step 155. As illustrated inFIG. 1 , step 155 may include performingsteps step 160 includes punching (or die cutting) the bag pack to form at least one of handles, a center tab, and a hanging aperture in each of the multiple 4-layered bags. Step 165 may include staking the bag pack to at least temporarily join adjacent bags in the bag stack with an interference fit. Such staking facilitates loading bags at a dispensing rack because the back panel of a first bag in the bag pack is temporarily secured to the front panel of a second bag in the bag pack at the first bag is being loaded with goods. A friction pin resulting from stakingstep 165 typically includes a rounded head. - The process terminates in
step 170. - One advantage of the process illustrated in
FIG. 1 is that it produces bags with very strong 8-layer bottom welds. Another advantage is that the bags are unfolded prior to stacking. A bag pack with unfolded bags means that each handle of a T-shirt style bag can be supported on a separate hanger of a dispensing rack. - Variations to the process illustrated in
FIG. 1 are possible. For example, in alternative embodiments, the receivingstep 110 could include receiving a nylon tube or another plastic tube other than polyethylene. Thegusseting step 115 could include forming less than full gussets (i.e., gussets that do not substantially meet in the center), so that the resulting structure is not a uniformly 4-layered structure. In alternative embodiments, theprinting step 120 could be performed prior to thegusseting step 115. Moreover, in an embodiment where a separator is used (described with reference toFIG. 6 ), theprinting step 120 can be eliminated. The sequence of cutting and welding insteps FIG. 16 , a punching step may be added prior to, or during, stackingstep 150 to form stacking alignment holes. The punching/stakingstep 155 could executesteps step 165, the process could include a pinning step to provide a releasable bond between layers and bags in a bag pack. A pinning operation differs from stakingstep 165 in that the pinning geometry typically includes two orthogonal lines (e.g., an “x” shape) rather than a round head. -
FIG. 2 is a flow diagram of a cutting and welding process, according to an embodiment of the invention. The illustrated process is an inline embodiment of the cutting/welding step 130. The process begins instep 205, and sets N equal to 1 instep 210. Then, instep 215, the process simultaneously die cuts an Nth bag portion of the 8-layer structure from a (N+1)th bag portion of the 8-layer structure, welds a top edge of the Nth bag portion, and welds a bottom edge of the (N+1)th bag portion. Next, the process outputs the top-welded Nth bag portion as a folded bag instep 220. The process then advances toconditional step 225 to determine whether the cutting andwelding process 130 is complete. Where the result ofconditional step 225 is not satisfied, the process advances to step 230 to set N equal to N+1. Subsequent to step 230, the process returns to step 215. The process thus performs step 215 twice for each fully-welded folded bag. Where the result ofconditional step 225 is satisfied, the process terminates instep 235. - The process flow illustrated in
FIG. 2 accommodates a high-speed in-line manufacturing process by simultaneously performing one separation cut and two welds. The process illustrated inFIG. 2 can be more fully understood with reference toFIGS. 9 and 10 below. Alternative processes that weld a single edge at a time can also be used. -
FIG. 3 is a flow diagram of an unfolding process, according to an embodiment of the invention. The illustrated process is an embodiment of unfoldingstep 145. The process inFIG. 3 begins instep 305. Next, the process separates a first 4 layers of the folded bag from a second 4 layers of the folded bag to produce an unfolded bag instep 310. Then, the process flattens the unfolded bag instep 315. The unfolding process terminates instep 320. Embodiments of unfoldingstep 145 are further described below with reference toFIGS. 15 and 18 . -
FIG. 4 is a plan view of a formed plastic material, according to an embodiment of the invention.FIG. 4 illustrates the progression of formed plastic film in a bag manufacturing process. In sequence,FIG. 4 shows atubular portion 405, a gusseted or 4-layeredportion 410, and a folded or 8-layeredportion 415. Thetubular portion 405 may be as received instep 110. The gusseted or 4-layeredportion 410 may be as formed bystep 115. The folded or 8-layeredportion 415 may be as output fromstep 125. Cross-sectional views of these same features are provided inFIGS. 5 , 7, and 8. -
FIG. 5 is a cross-sectional view of thetubular portion 405 along plane A-A inFIG. 4 , according to an embodiment of the invention. Thetubular portion 405 may be, for example, several inches or several feet in diameter, according to application demands. -
FIG. 6 is a cross-sectional view of a gusset forming tool, according to an embodiment of the invention;FIG. 7 is a cross-sectional view of thegusseted portion 410 along plane B-B inFIG. 4 , according to an embodiment of the invention. As shown inFIG. 6 , thetubular portion 405 may be deformed usinggusset forming tools gusseting tools center line 420 of the 4-layeredportion 410. Thegusseting tools portion 410 is shown inFIG. 7 . As illustrated therein, except at thecenter line 420, the 4-layeredportion 410 includes a first, second, third, andfourth layer Layers -
FIG. 8 is a cross-sectional view of the foldedportion 415 along plane C-C inFIG. 4 , according to an embodiment of the invention. The 8-layeredportion 415 is formed by folding the 4-layeredportion 410 onto itself. Thecenter line 420 is the fold line. The resulting 8-layeredstructure 415 includes first, second, third, fourth, fifth, sixth, seventh, andeighth layers -
FIG. 9 is a plan view of a folded bag, according to an embodiment of the invention. A first foldedbag 905 is substantially rectangular and includes an 8-layeredbottom weld 920 and atop weld 925. As described below, thetop weld 925 may include two 4-layered welds. A second foldedbag 910 includes an 8-layeredbottom weld 930. - In an embodiment of the invention, the configuration illustrated in
FIG. 9 is the result of two passes of cutting/welding step 130. For example, on a first pass of the cutting/welding step 130, thebottom weld 920 may be formed. On a second pass of the cutting/welding step 130, the process may separate the first foldedbag 905 from the second foldedbag 910 along acut line 915 and also produce thetop weld 925 and thebottom weld 930. - Variations to the configuration illustrated in
FIG. 9 are possible. For example, in an alternative embodiment, thetop weld 925 could extend across the entire top edge of the first foldedbag 905. -
FIG. 10 is an elevation view of a die set, according to an embodiment of the invention. The illustrateddie set 1005 is configured to perform the cutting/welding step 130. The die set 1005 may include anupper die 1010 and alower die 1015. Theupper die 1010 may includeheating tips blade 1030. Theheating tips tubular heaters heater tips plate 1055. Theheater tips tubular heaters - In operation, the
tubular heaters heater tips heater tips bag 905 at thetop weld area 925. Likewise, theheater tips bottom weld 930 of the foldedbag 910. Simultaneously, theblade 1030 may cooperate with theplate 1055 to separate the foldedbag 905 from the foldedbag 910. - Although not illustrated in
FIG. 10 , it should be appreciated that the geometries of the heater tips may vary according to the target weld areas. For instance, with reference toFIGS. 9 and 10 , theheater tips heater tips bottom weld 930 is longer than thetop weld 925. In addition, instead oftubular heaters heater tips -
FIG. 11 is a plan view of agusseted portion 410, according to an embodiment of the invention. As illustrated therein, a gusseted or 4-layeredportion 410 may includeprinting areas 1105. Theprinting areas 1105 may be associated with theprinting step 120. The location of theprinting areas 1105 may correspond to a futuretop weld area 925. -
FIG. 12 is an elevation view of a foldedportion 415 in alignment with thedie set 1005, according to an embodiment of the invention. As shown therein, layers 820 and 825 of the 8-layeredportion 415 includenon-stick ink 1205. The location of thenon-stick ink 1205 onlayers top weld area 1210. Thetop weld area 1210 is a side view oftop weld area 925. - During a contract weld operation, for example cutting/
welding step 130,heater tips portion 415 at theweld area 1210. Thenon-stick ink 1205 prevents welding betweenlayers layers layers - An alternative method may be used to prevent a weld between
layers FIG. 13 is an elevation view of a foldedportion 415 in alignment with thedie set 1005, according to an embodiment of the invention. A shown therein, aseparator 1305 may be inserted betweenlayers welding step 130. Theseparator 1305 provides a temporary physical barrier. Theseparator 1305 may be or include, for example, a metallic component having an anti-stick coating. For instance, theseparator 1305 could be Teflon-coated steel. Theseparator 1305 can be considered part of thedie set 1005 since at least two of the heater tips, forexample heater tips separator 1305. - During a contract weld operation, for example cutting/
welding step 130,heater tips portion 415 at theweld area 1210. Theseparator 1305 prevents welding betweenlayers layers layers - The lack of a weld between
layers step 145, which is further described with reference toFIGS. 14-16 below. -
FIG. 14 is a plan view of a folded bag portion, according to an embodiment of the invention.FIG. 15 is a perspective view of a partially-unfolded bag, according to an embodiment of the invention.FIG. 16 is a plan view of an unfolded and uncut bag, according to an embodiment of the invention. -
FIGS. 14 , 15, and 16 illustrate structures that may be associated with the unfoldingstep 145. Unfoldingstep 145 may receive an unfoldedbag 905 and produce a partially unfolded bag as illustrated inFIG. 15 (e.g., in separating step 310). Unfoldingstep 145 would not be possible iflayers top weld 925. Unfoldingstep 145 also may include flattening the partially unfolded bag to produce the unfolded anduncut bag 1605 illustrated inFIG. 16 (e.g., in flattening step 315). The unfolded anduncut bag 1605 may thus include a flattenedportion 1610. - The unfolded and
uncut bag 1605 may further include stacking alignment holes 1615. The stackingalignment holes 1615 may be added before or during the stackingstep 150. For instance, in one embodiment, there is a punching step in the 8-layer structure before the unfoldingstep 145. In this case, a single punch that is offset from thecenter line 420 will define the two stackingalignment holes 1615 when the folded bag is later unfolded. In an alternative embodiment, there is a punching step after the unfoldingstep 145 and before the stackingstep 150 to form the stacking alignment holes 1645. In yet another embodiment, thealignment holes 1615 are formed during the stackingstep 150, for example when a wicketer places an unfolded and uncut bag onto a stack of bags. -
FIG. 17 is a perspective view of a pack of unfolded anduncut bags 1705, according to an embodiment of the invention.FIG. 17 illustrates the result of stackingstep 150. The stackingalignment pins 1710 are configured to cooperate with the stacking alignment holes 1615. In an embodiment where the stackingalignment holes 1615 are formed during the stackingstep 150, each of the stackingalignment pins 1710 may include a pointed tip that is configured to puncture a stackingalignment hole 1615 into each unfolded anduncut bag 1605 as it is added to the pack of unfolded anduncut bags 1705. The pack of unfolded anduncut bags 1705 may include any predetermined number of unfolded anduncut bags 1605. For instance, there may be 50 unfolded anduncut bags 1605 in each pack of unfolded anduncut bags 1705. -
FIG. 18 is a perspective view of a bag-forming apparatus, according to an embodiment of the invention. The illustrated apparatus may be used to perform the unfolding and stackingsteps - As shown in
FIG. 18 , the apparatus may include anincoming conveyer 1810 that is configured to carry a foldedbag 1805 in afirst direction 1815. The apparatus may further include aconveyer 1825 that is configured to carry a foldedbag 1820 in asecond direction 1830. Theconveyors 1810 and/or 1825 may utilize vacuum and/or static electricity to secure bags during processing and transport. Avacuum roller 1835 is configured to at least partially unfold the incoming foldedbag 1820. In operation, the top fourlayers 1837 of an incoming folded bag are drawn to thevacuum roller 1835 while the bottom four layers (not shown) of the incoming folded bag remain secured to theconveyor 1825. As theconveyor 1825 advances the bag, theroller 1840 guides the top fourlayers 1837 to theconveyor 1825 to produce the unfoldedbag 1845. In the illustrated embodiment, theroller 1840 has a smaller diameter than thevacuum roller 1835. One ormore rollers 1850 flatten the unfoldedbag 1845 to form the unfolded anduncut bag 1855. As shown, therollers 1850 may be disposed on both a top side and a bottom side of a bag during flattening. The unfolded anduncut bag 1855 may have the same or similar configuration that is illustrated inFIG. 16 . - The apparatus illustrated in
FIG. 18 includes awicketer 1860. Thewicketer 1860 may include fourwicket arms 1865. Each of the fourwicket arms 1865 may include twoend effectors 1880. Each of the end effectors may include vacuum holes to secure the unfolded and uncut bags during stackingstep 150. Thewicketer 1860 is configured such that the wicket arms rotate in arotational direction 1870 about arotational axis 1875. In operation, thewicketer 1865 transports an unfolded and uncut bag such that it progresses through the positions illustrated by uncut and unfoldedbags wicketer 1860, a stack of bags is formed on top of the unfolded anduncut bag 1890 with the aid of the alignment pins 1710 and thegripper 1894. Once a predetermined number of unfolded and uncut bags have been formed into a stack at the location of thebag 1890, a completed pack of unfolded and uncut bags may be output in thethird direction 1896 onconveyor 1898. - Variations to the apparatus illustrated in
FIG. 18 are possible. For example, the configuration of theconveyors vacuum roller 1835 may be intentionally mismatched with respect to the linear speed of theconveyor 1825. In addition, the relative size of thevacuum roller 1835 and theroller 1840 could be varied. More orfewer flattening rollers 1850 may be used. Also,alternative wicketers 1860 may include fewer or more than fourwicketer arms 1865. In an alternative embodiment, a stacking module other than awicketer 1860 could be used to form a stack of unfolded and uncut bags. - Functional components described elsewhere could be operationally coupled to the bag unfolding and stacking apparatus illustrated in
FIG. 18 . For instance, in embodiments of the invention, a cutting/welding module (not shown) that includes thedie set 1005 could be coupled to theconveyor 1810. Moreover, a stacking alignment hole punching module (not shown) may interface with theconveyors alignment holes 1615 that are discussed above with reference toFIGS. 1 and 16 . Consistent with the description above, the stacking alignment hole punching module could alternatively be disposed, for example, before or after thevacuum roller 1835, or even after the flatteningrollers 1850. Furthermore, a bag pack punching/staking module (not shown), or, alternatively, a bag pack punching/pinning module (not shown), may be operationally coupled to theconveyor 1898 to perform punching/stakingstep 155 or a variation thereof. -
FIG. 19 is a perspective view of a bag pack, according to an embodiment of the invention. Abag pack 1905 may be output from the punching and stakingstep 155, or a variation thereof. As illustrated inFIG. 19 , thebag pack 1905 may includehandles 1910, and each of thehandles 1910 may include aslit 1915 that is configured to suspend the t-shirtstyle bag pack 1905 from a rod or other hanging feature of a dispensing rack (not shown). Each of the bags inbag pack 1905 may further include acenter tab 1920 having anaperture 1925 to also facilitate the suspension of thebag pack 1905 from the dispensing rack. Thebag pack 1905 may also include one or more pinningpoints 1930 to lightly couple adjacent layers and bags in thebag pack 1905. - Alternatives to the configuration illustrated in
FIG. 19 are possible. For example, the shape of the mouth formed between thehandles 1910 may be varied, according to design choice. In addition, the quantity and shape of theaperture 1925 in each of the bags of thebag pack 1905 may be varied according to application needs. Moreover, there could be more than asingle center tab 1920 in each of the bags. Further, thecenter tab 1920 could include one or more frangible features that are configured to fail when a bag is dispensed from thebag stack 1905 such that thecenter tab 1920 is retained with the bag rather than the dispensing rack. Staking points that have rounded geometries could be used together with, or instead of, the pinningpoints 1930 to provide releasable bonding between layers and bags within thebag pack 1905. -
FIG. 20 is a perspective view of an opened bag, according to an embodiment of the invention. Abag 2005 may be one of many bags from abag pack 1905. As shown therein, abag 2005 may include afront side 2010, aback side 2015, and gusseted sides. For example, a right side of thebag 2005 includesgusseted sides - Each of the
handles 1910 include 4 layers that are joined at thetop seal 925. For example, a front portion of theright handle 1910 includes an extension of thefront layer 2010 and an extension of thegusseted side 2025; a rear portion of theright handle 1910 includes an extension of therear layer 2015 and an extension of thegusseted side 2020. - As shown in a cutaway section, an inside bottom portion of the
bag 2005 includesribs ribs ribs -
Bag 2005 could also includeslits 1915 and/or pinningpoints 1930. Moreover, one or more of the alternative configurations described above with reference toFIG. 19 may also apply to thebag 2005 that is illustrated inFIG. 20 . - It will be apparent to those skilled in the art that modifications and variations can be made without deviating from the spirit or scope of the invention. For example, alternative features described herein could be combined in ways not explicitly illustrated or disclosed. Thus, it is intended that the present invention cover any such modifications and variations of this invention provided they come within the scope of the appended claims and their equivalents.
Claims (20)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/319,093 US20100166340A1 (en) | 2008-12-31 | 2008-12-31 | Pack of unfolded plastic bags |
| PCT/US2009/069544 WO2010078225A2 (en) | 2008-12-31 | 2009-12-25 | Apparatus and method for manufacturing a bag pack |
| TW098145622A TW201029889A (en) | 2008-12-31 | 2009-12-29 | Apparatus and method for manufacturing a bag pack |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/319,093 US20100166340A1 (en) | 2008-12-31 | 2008-12-31 | Pack of unfolded plastic bags |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20100166340A1 true US20100166340A1 (en) | 2010-07-01 |
Family
ID=42285086
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US12/319,093 Abandoned US20100166340A1 (en) | 2008-12-31 | 2008-12-31 | Pack of unfolded plastic bags |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US20100166340A1 (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080277308A1 (en) * | 2005-10-19 | 2008-11-13 | Ebrahim Simhaee | Gusseted T-Shirt Bag and Bagging Rack |
| US20100162665A1 (en) * | 2008-12-31 | 2010-07-01 | Ips Industries, Inc. | Apparatus for manufacturing a bag pack |
| US20100167893A1 (en) * | 2008-12-31 | 2010-07-01 | Ips Industries, Inc. | Method for manufacturing a bag pack |
| US20120138217A1 (en) * | 2009-03-26 | 2012-06-07 | Roll-O-Matic A/S | Process of making bags |
| EP2960048A3 (en) * | 2014-06-26 | 2016-03-23 | Mobert S.r.l | Method for the manufacture of rolls of pre-cut bags with punched handles |
| JP2018144468A (en) * | 2017-03-06 | 2018-09-20 | 株式会社あさくら | Method for manufacturing gusset bag |
| US20190016090A1 (en) * | 2016-03-07 | 2019-01-17 | Georg Martin Gmbh [De/De] | Joining films/foils of intermediate layers |
| WO2021020965A1 (en) * | 2019-07-30 | 2021-02-04 | Niverplast Holding B.V. | T-shirt bag for positioning device and method for manufacturing t-shirt bag |
Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3349991A (en) * | 1965-09-23 | 1967-10-31 | Quality Transparent Bag Co | Flexible container |
| US4759742A (en) * | 1986-04-21 | 1988-07-26 | Windmoller & Holscher | Process of making T-shirt bags |
| US5219424A (en) * | 1991-02-07 | 1993-06-15 | Ebrahim Simhaee | Roll of plastic bags for use with bag dispensing device |
| US5695064A (en) * | 1992-06-25 | 1997-12-09 | Durabag Co., Inc. | Self-opening plastic bag pack system |
| US5706993A (en) * | 1994-08-29 | 1998-01-13 | Dematteis; Robert B. | Roll bag dispensing system |
| US5752666A (en) * | 1991-02-07 | 1998-05-19 | Simhaee; Ebrahim | Plastic bag roll |
| US5921390A (en) * | 1997-04-11 | 1999-07-13 | Simhaee; Ebrahim | Continuous roll of plastic bags |
| US5941393A (en) * | 1998-07-23 | 1999-08-24 | Sonoco Development, Inc. | Easy opening plastic bag pack of the star-seal type |
| US6135281A (en) * | 1997-04-03 | 2000-10-24 | Simhaee; Ebrahim | Continuous roll of plastic bags |
| US6183132B1 (en) * | 1999-12-03 | 2001-02-06 | Ebrahim Simhaee | Refuse bags with integral ties and method of manufacture |
| US20020079247A1 (en) * | 2000-12-27 | 2002-06-27 | Wilfong Harry B. | Self-opening serially-arranged plastic bag pack of the star-seal type |
| US6416452B1 (en) * | 1998-10-14 | 2002-07-09 | Lemo Maschinenbau Gmbh | Method of producing mutliwall plastic bags, especially tie bags |
| US7270256B2 (en) * | 2002-07-12 | 2007-09-18 | Daniels Mark E | Roll mounted bags and dispensers for same |
| US20080128465A1 (en) * | 2006-12-01 | 2008-06-05 | Wilfong Harry B | Recessed dispenser for plastic bags |
| US20100167893A1 (en) * | 2008-12-31 | 2010-07-01 | Ips Industries, Inc. | Method for manufacturing a bag pack |
| US20100162665A1 (en) * | 2008-12-31 | 2010-07-01 | Ips Industries, Inc. | Apparatus for manufacturing a bag pack |
-
2008
- 2008-12-31 US US12/319,093 patent/US20100166340A1/en not_active Abandoned
Patent Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3349991A (en) * | 1965-09-23 | 1967-10-31 | Quality Transparent Bag Co | Flexible container |
| US4759742A (en) * | 1986-04-21 | 1988-07-26 | Windmoller & Holscher | Process of making T-shirt bags |
| US5219424A (en) * | 1991-02-07 | 1993-06-15 | Ebrahim Simhaee | Roll of plastic bags for use with bag dispensing device |
| US5752666A (en) * | 1991-02-07 | 1998-05-19 | Simhaee; Ebrahim | Plastic bag roll |
| US5695064A (en) * | 1992-06-25 | 1997-12-09 | Durabag Co., Inc. | Self-opening plastic bag pack system |
| US5706993A (en) * | 1994-08-29 | 1998-01-13 | Dematteis; Robert B. | Roll bag dispensing system |
| US6135281A (en) * | 1997-04-03 | 2000-10-24 | Simhaee; Ebrahim | Continuous roll of plastic bags |
| US6379292B1 (en) * | 1997-04-03 | 2002-04-30 | Ebrahim Simhaee | Continuous roll of plastic bags |
| US5921390A (en) * | 1997-04-11 | 1999-07-13 | Simhaee; Ebrahim | Continuous roll of plastic bags |
| US5941393A (en) * | 1998-07-23 | 1999-08-24 | Sonoco Development, Inc. | Easy opening plastic bag pack of the star-seal type |
| US6416452B1 (en) * | 1998-10-14 | 2002-07-09 | Lemo Maschinenbau Gmbh | Method of producing mutliwall plastic bags, especially tie bags |
| US6183132B1 (en) * | 1999-12-03 | 2001-02-06 | Ebrahim Simhaee | Refuse bags with integral ties and method of manufacture |
| US20020079247A1 (en) * | 2000-12-27 | 2002-06-27 | Wilfong Harry B. | Self-opening serially-arranged plastic bag pack of the star-seal type |
| US6446811B1 (en) * | 2000-12-27 | 2002-09-10 | Sonoco Development, Inc. | Self-opening serially-arranged plastic bag pack of the star-seal type |
| US7270256B2 (en) * | 2002-07-12 | 2007-09-18 | Daniels Mark E | Roll mounted bags and dispensers for same |
| US7424963B2 (en) * | 2002-07-12 | 2008-09-16 | Daniels Mark E | Roll mounted bags and dispensers for same |
| US20080128465A1 (en) * | 2006-12-01 | 2008-06-05 | Wilfong Harry B | Recessed dispenser for plastic bags |
| US20100167893A1 (en) * | 2008-12-31 | 2010-07-01 | Ips Industries, Inc. | Method for manufacturing a bag pack |
| US20100162665A1 (en) * | 2008-12-31 | 2010-07-01 | Ips Industries, Inc. | Apparatus for manufacturing a bag pack |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080277308A1 (en) * | 2005-10-19 | 2008-11-13 | Ebrahim Simhaee | Gusseted T-Shirt Bag and Bagging Rack |
| US20100162665A1 (en) * | 2008-12-31 | 2010-07-01 | Ips Industries, Inc. | Apparatus for manufacturing a bag pack |
| US20100167893A1 (en) * | 2008-12-31 | 2010-07-01 | Ips Industries, Inc. | Method for manufacturing a bag pack |
| US20120138217A1 (en) * | 2009-03-26 | 2012-06-07 | Roll-O-Matic A/S | Process of making bags |
| EP2960048A3 (en) * | 2014-06-26 | 2016-03-23 | Mobert S.r.l | Method for the manufacture of rolls of pre-cut bags with punched handles |
| US20190016090A1 (en) * | 2016-03-07 | 2019-01-17 | Georg Martin Gmbh [De/De] | Joining films/foils of intermediate layers |
| US10919265B2 (en) * | 2016-03-07 | 2021-02-16 | Georg Martin Gmbh | Joining films/foils of intermediate layers |
| JP2018144468A (en) * | 2017-03-06 | 2018-09-20 | 株式会社あさくら | Method for manufacturing gusset bag |
| WO2021020965A1 (en) * | 2019-07-30 | 2021-02-04 | Niverplast Holding B.V. | T-shirt bag for positioning device and method for manufacturing t-shirt bag |
| NL1043347B1 (en) * | 2019-07-30 | 2021-02-23 | Niverplast Holding B V | Shirt bag for positioning and method for manufacturing shirt bag |
| US11939113B2 (en) | 2019-07-30 | 2024-03-26 | Niverplast Holding B.V. | T-shirt bag for positioning device and method for manufacturing t-shirt bag |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20100166340A1 (en) | Pack of unfolded plastic bags | |
| US20100167893A1 (en) | Method for manufacturing a bag pack | |
| US20100162665A1 (en) | Apparatus for manufacturing a bag pack | |
| US6231237B1 (en) | Container having rectangular base and its manufacturing | |
| US8137254B2 (en) | Method of making bag with interrupted side gussets | |
| EP3344549B1 (en) | Method of forming a bonded tube for use as a package gusset | |
| JP2000254984A (en) | Method for manufacturing packaging material from fusion bondable material such as plastic film or the like | |
| US11939113B2 (en) | T-shirt bag for positioning device and method for manufacturing t-shirt bag | |
| US20230072418A1 (en) | Method of manufacturing headerless produce bags with increased adhesion | |
| CN107107521B (en) | Bottom gusseted package and heat seal method | |
| US6186933B1 (en) | Plastic bag manufacturing process | |
| EP0173506A2 (en) | Methods for preparing a stack of thermoplastic sacks | |
| US20030054929A1 (en) | Flat bottom, stand up bag and method of manufacturing the same | |
| US2993313A (en) | Packaging | |
| WO2010078225A2 (en) | Apparatus and method for manufacturing a bag pack | |
| EP3634876B1 (en) | Web of preformed bags | |
| CA3006048C (en) | Bottom gusset package with folded gusset | |
| EP2411203A1 (en) | A process of making bags | |
| EP3959144A1 (en) | Flexible container and process for installation of fitment in same | |
| JP3773375B2 (en) | Packaging bag manufacturing method | |
| CA2304215C (en) | Flat bottomed plastic bag | |
| EP2969806B1 (en) | Reinforced bags | |
| US20140314340A1 (en) | Reinforced bags | |
| JP2023084579A (en) | Folded synthetic resin film packaging bag and manufacturing method of the same | |
| JPH01101144A (en) | Manufacture of handbag with square bottom |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: IPS INDUSTRIES, INC.,CALIFORNIA Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:WILKERSON, JACK RANDAL;REEL/FRAME:022108/0270 Effective date: 20081223 Owner name: IPS INDUSTRIES, INC.,CALIFORNIA Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:BAILEY, ROBERT D.;REEL/FRAME:022108/0831 Effective date: 20081229 Owner name: IPS INDUSTRIES, INC.,CALIFORNIA Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:TAN, TIEN TJIU;REEL/FRAME:022108/0963 Effective date: 20081230 |
|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |